「飲んだ人がホッとできる…そんなお酒に『蒼空(そうくう)』がなれればと思います」
京都伏見の銘柄、蒼空は平成14年に生まれました。
製造する藤岡酒造は明治35年に京都市東山区にて酒造業を開始。
現在の場所には大正7年に移り変わったということで、歴史ある伏見の酒蔵の中でも比較的若い蔵です。
平成6年、3代目である藤岡義文氏の急逝によって一時は酒造りを中断。
平成14年に現在の蔵元である藤岡正章さんが新しく酒蔵を建設したという歴史を持ちます。
現在の生産量は約220石と非常に少量ですが、その造りは丁寧そのもの。
今回の記事では藤岡酒造への蔵見学の体験レポートです!
現地に行かなければ分からない想い、こだわりがあり非常に有意義な体験でした!
もともと好きな銘柄だったけど、より一層好きになったよ!
伏見の酒蔵の中で最も東に位置する藤岡酒造

藤岡酒造の蔵は伏見の蔵の中でも最東端に位置しています。
伏見最良の地下水とされる「白菊水」は東から西に向かって流れているため、この立地は仕込み水の質、量という面で非常に優れているのです。

向かって左側。
現在の蔵がある赤レンガは以前使われていた倉庫を再利用されています。
先代まで利用していた蔵は平成7年の阪神淡路大震災の影響によって傾きが出てしまい、取り壊してしまったそう。

向かって右側の建物は、以前の蔵の木材などを再利用して立てられたお土産屋、そして「酒蔵Barえん」として営業されています。
左右で新旧が対になっている構造は面白いですね!

真正面には「藤岡酒造」の看板が。
7年のブランクを経て蔵を復活させた5代目蔵元

今回は5代目蔵元である藤岡正章さん直々に説明、案内していただきました!
藤岡さんは東京農業大学醸造学科を卒業しており、先輩には「十四代」で有名な高木酒造の蔵元杜氏、高木顕統さんがいらっしゃるそう。
大学卒業後、東京でサラリーマンをしていた藤岡さんは、そんな高木酒造や同級生が家業の酒造りをしている姿に影響を受け、藤岡酒造を復活させるために動き出したといいます。
藤岡さん:「今でこそ『蔵元杜氏』なんていわれ方しますが、それをいち早く手掛けたのは十四代の高木さんです。十四代というお酒は非常に美味しい。そんな大活躍をテレビや雑誌が大きく取り上げていました」
今でも十四代人気は高いですが、当時の盛り上がりは想像に難くありませんね。
藤岡さん:「そんな高木さんの活躍を大学の同級生、後輩も見ていまして、自らの手でお酒づくりを始めるようになりました。そんな姿をサラリーマン時代に見ておりまして、『父親が生きていれば自分も酒を作ってたのかな』、という想いが頭を離れませんでした」
しかし当時の蔵は手放された後であり、現在の赤レンガ倉庫しか残っていない状況だったそう。
倉庫を改装するにもお金が掛かるということで、藤岡さんはそれから4年ほどサラリーマン生活を続けたと話されます。
家業を改めて復活させることは非常に大変だったはずです。
3年間の酒造り修行
それから富山の桝田酒造、佐賀の小松酒造、宮城の平孝酒造と1年づつ改めて酒造りの基礎を学び直した藤岡さん。
富山の桝田酒造店では、能登四天王の1人と呼ばれる三盃幸一杜氏からお酒作りを学んだと話します。
藤岡さん:「三盃さんに教えていただいたお酒というのは究極の目標といいますか、今でも三盃さんのお酒っていうのはずっと心に残っていますね」
能登杜氏といえば山廃作りの印象が強いですが、その傾向は金沢辺りになるそう。
富山はそうではなく、特に桝田酒造店では速醸がメインだったと藤岡さんは話します。
その後の小松酒造ではまた酒造りのスタイルが変わり、基本的に少人数で酒造りを行う蔵だったそう。
藤岡さん:「全て自分でされていたのですが、わたしも藤岡酒造をこういった形でしか再構築できないと思っていました。今の造りのスタイルに関連しています」
翌年は九州から一気に北上し、宮城の平孝酒造へと場所を移した藤岡さん。
藤岡さん:「今うちで使っている主力酵母は協会7号と宮城酵母ですが、宮城酵母は当時初めて宮城県外で使用した事例がうちだったようです。それまでは宮城県内で囲っていたようで」
北陸、九州、そして東北と3つの蔵を回り、知識と経験を培ってきました。
そこで学んだ内容の全てが現在の藤岡酒造の酒造りに活かされているんですね!
蔵で育てる米「キヌヒカリ」
藤岡さんは酒造期間以外は、各地の物づくり現場に足を運び学びを得ているそう。
藤岡さん:「あるワイナリーで葡萄と土へのこだわりを知り、まだまだ勉強することがあるなと思いました。米のことを知るなら自分で作った方が良いということで、京都の大原で農家さんの力をかりてキヌヒカリを育てています」
キヌヒカリは酒造好適米ではなく、一般的には主食として利用する食用米です。
酒米農家も高年齢化が進み、今後は食用米でもお酒造りをする可能性があると藤岡さんは話します。
藤岡さん:「そういった可能性を考えた時、1年でも早く食用米に対応した技術を磨こうとキヌヒカリを選びました」
酒米不足も深刻になりつつあるそうで、食用米を使った酒作りは今後も増えていくかもしれませんね。
酒蔵前に案内される2階スペース

これまでの蔵見学では、藤岡酒造の成り立ちや歴史については蔵の中で立って話していたそう。
しかし、見学者ともっと親密に話したい、想いを伝えたいという藤岡さんの想いから、「酒蔵Barえん」の2階にスペースを新設。
今回はこちらの会場で見学前のお話をいただきました。

なんとこのテーブル、以前の蔵で使われていた木槽が再利用されています!
藤岡さん:「昔使ってた槽を、背が高いんで真ん中で切って横に繋げて再利用しています。」
中には酒袋も入っていて、非常におしゃれなテーブルです。
しっかりと槽口も付いており、中々の迫力があります。

藤岡さん:「この搾り方だと当時1台だけでは回せなかったと思います。後ろにNo.3と書いているんですけど、多分5〜6台はあったはずですね。その中から一番綺麗な状態で残ってたやつを利用しました」
明治、大正の木材だと思いますが重厚感があって立派。
酒造りの道具を再利用したグッズとしては、個人的に最もインパクトあるテーブルでした。
確かに、しっかりとNo.3の記載があります!

いよいよ蔵へ入っていきます!

蔵の入口は赤レンガ倉庫側にあります。
普段は閉められているこちらのドアから、蔵の中へ案内いただきました!
非常に綺麗でクリーンな蔵
足を踏み入れた第一印象は「めちゃくちゃ綺麗でクリーン」!
平成14年に改装されたということで、一般的な酒蔵の印象とは異なり近代的な空間です。

訪れた7月初旬は造り期間ではないため、蔵内は発送準備が中心のようでした。
藤岡酒造は一升瓶の取り扱いは業務用に限定しており、一般向けには500mlの瓶となっています。
通常は720mlが中心になるので、500mlという展開は珍しいです。
藤岡さん:「蔵を再開した当初は500mlだけの展開でした。でも2年目に醸し人九平次の蔵へ足を運んだ際、久野九平治さんから『三方良し』という近江商人の言葉を聞きました。『造りて良し、売り手良し、飲み手良し』という商売をしないと長続きしないよと」
500mlに限定した展開は造り手にとっては良いが、飲食店としては仕入れ値が高くなる。
そして、飲み手としての値段が高くなるため頼みにくくなる。
そういったことを考えた末、2年目からは一升瓶の展開を始めたと話されていました。
今でこそ四合瓶に限定した展開は新政、風の森銘柄などで出てきていますが、平成14年時点で500ml一本でいこうと思った点はさすが。
徹底的に造り、品質にこだわるという姿勢が、蔵の再開当初からあったというわけです。

業務用への出荷を待つ一升瓶。

大量の500ml瓶。
男女二人で飲みきれる、そして冷蔵庫のポケットにすんなり収まるサイズを意識されています。
瓶自体はイタリア、ベネチアのガラス工房で生産されている瓶。
蒼空でしか見られない瓶で、とってもおしゃれですね。

藤岡さん:「日本酒を透明と言われる方は多いですが、実はライムグリーンなんです。ろ過することで色素が失われるのですが、うちの場合は丁寧に造っていることからろ過をしていません。その綺麗な色を見てほしいため、あえて透明の瓶に入れています」
通常の日本酒であれば茶色や緑色の瓶に入れられますが、あれは日本酒の天敵である紫外線をカットする目的があります。
しかし、藤岡酒造では色味を優先しているのです。
箱に入れて発送して、直ぐに冷蔵庫の牛乳パックのポケットに入れてもらうことを考えていると話されてました。
日本酒を普段から飲まない方たちも購入しやすいですね!
洗米と限定吸水

前期の造り、最後の洗米が記録された黒板が残っていました。
洗米機はバッチ式を利用されており、10kgづつ手作業で進められているそう。
藤岡さん:「10kgづつ洗うというのは少ないですが、大きくなればなるほどブレも大きくなるんで。ブレが少なく、目標の%を吸わせるという意味でやっています」
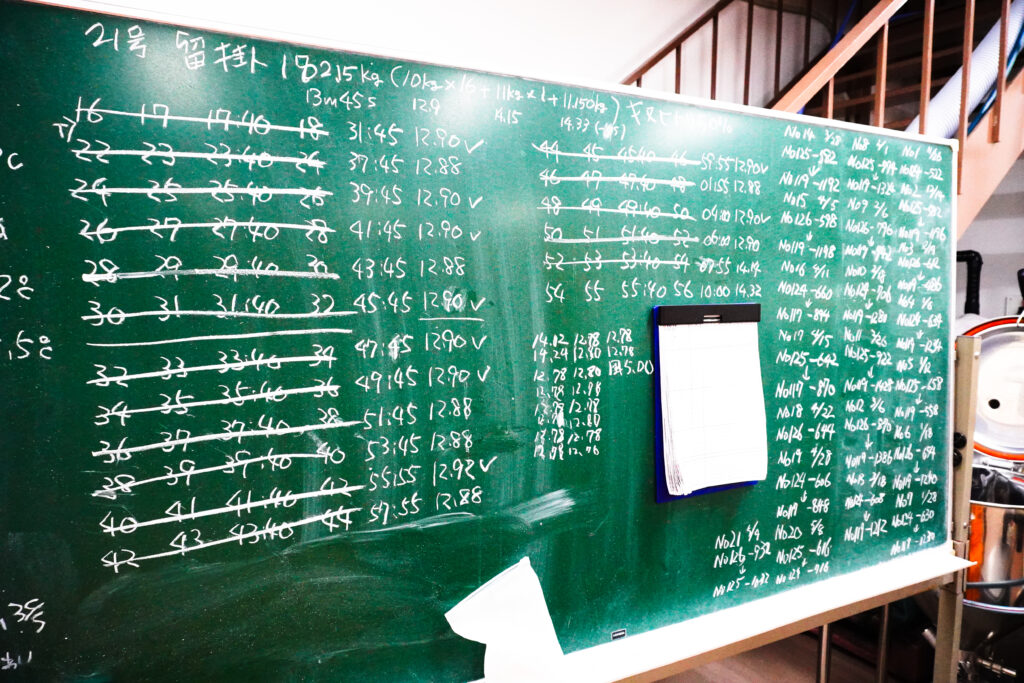
非常に現場感の溢れる黒板の数字!
限定吸水のシビアさがこの数字から伝わってくるような気がします。
米、水の温度はもちろん当日の天気、気温も考慮した上で浸水時間を計算されるそうです。

この緑のタンクで洗米用の水温を調整。
白いタンクはお酒の仕込みに使う水を冷やすタンクと話されていました。

藤岡さん:「お酒造りの仕事ってほとんどは洗い物なんですよ。熱湯消毒で道具を洗っていくために、この大きなたらいを使います」
こんな大きなタライ、初めて見ました!
小ぶりですがきれいな醪タンク
平成7年製の綺麗な醪タンク!
藤岡さん:「父が亡くなって、母が社長になった時に購入したタンクですね。結局この1年しか使うことがありませんでした。母親もやっぱり、造り酒屋を続けていこう、良いお酒を造らなければいけないという想いがあって4本買ったのだと思います」
その後、阪神淡路大震災の影響から造りを中断。7年後に藤岡さんがこのタンクを使って造りを再開したというわけなのです。
非常にグッとくるエピソードです…

醪タンクを上からのぞかせていただきます。
藤岡さん:「結構大きいと言われる方も多いのですが、実は業界内で一番小さいタンクです」
タンクの蓋の直径が大きく感じられましたが、それはタンク自体が小さいから相対的にそう見えるため。
蓋のサイズは基本的に統一されていると藤岡さんは話されていました。

仕込み温度は最初6度に設定して進めるそう。
しかし、発酵とともに醪温度は上昇していきます。
藤岡さん:「多分温度を上げれば2週間もすれば完成します。でも高い温度で急激に発酵させたお酒は粗くてあまり美味しくない。温度管理を行っており、10度を超えるとタンクの周りのホースに3度の水が回ります。それで温度を自動管理している」

低温発酵させるため仕込みから搾りまでの期間は1ヶ月程度かかります。
一般的に吟醸酒や高級酒に利用される方法ですが、藤岡酒造では全銘柄が低温発酵で醸されています。

醪の温度を管理する装置。
10度以上にならないように24時間体制で見守ってくれます。
全量が長期低温発酵という点も、大量に製造できない要因ですね。
酒母タンクは醪タンク近くに

醪タンクのすぐ側には、ステンレスの酒母タンクがあります。
藤岡さん:「通常の速醸だと2週間の期間がかかります。でもうちは1週間に1本のペースで造っているのでルーティンが合わない。だから中温速醸というやり方を採用しています。これだったら1週間でできるんですよ」
この酒母作りは佐賀の小松酒造で学んだと藤岡さんは話されます。
色々な蔵から自身に取り入れられる部分を吸収して、現在の藤岡酒造の姿があるのですね。
上槽はステンレス製の槽搾り

上槽はステンレス製の槽搾りによって行われます。
通常の機械搾りであれば1日で搾り終えますが、槽搾りの場合は3日間掛けて行われます。
搾り工程は5月でも行われることもあり、25度を超える日も珍しくありません。
その間の温度管理として醪の管理温度と同様、10度以下で絞れるように冷蔵設備が整っています。
ステンレス製の槽は初めて見ました!

藤岡さん:「初日は重しを置くだけで、2日目から押し始めます。そして3日になるとぺちゃんこになっている酒袋を真ん中に集め直して、背を高くして押します。強い圧が掛からないので、変な雑味が出ない綺麗な味になります」
この搾り機は先代の時代、大吟醸用の酒に利用されていたそうです。
槽搾り自体珍しいですが、全量をこの手法で絞っているという点も珍しいです。
酒袋を積んでいく作業も大変ですし、醪がこぼれてしまう可能性もあります。
でも、これじゃないと出せない味わいがあるんですね!

搾られたお酒が出てくる槽口。
ステンレス製ということで現代的なホースを繋げるような構造になっていました。
訪れた当時は搾る醪もないことから、商品の冷蔵保管場所としての役割を兼ねていました。

藤岡さん:「昔は木綿とか、麻を使っていましたが洗濯しやすい化学繊維に変わりました。袋に香りが付いてしまうとお酒に移ってしまうので。それに衛生的な面もありますし」
この酒袋に醪を入れて、槽搾りしていくそう。
非常に重労働だということが分かりますね。
サーマルタンクで貯蔵

搾られたお酒はこちらのサーマルタンクで−5度の低温で貯蔵されます。
タンク下部に取り付けられている2つの穴で、上澄みとおりがらみの2種類を瓶詰めできます。

醪タンクの冷水とは異なり、ガスが循環していることで中のお酒を低温に保ちます。
作業しやすい工夫が多い蔵

藤岡さん:「蔵を設計する時に、造りの導線を短くするということと、床の角度をとって乾きやすい環境を意識しました。作業のしやすさ、水の乾きやすさという2つをメインに設計してもらいました」
写真では伝わりづらいかもしれませんが、蔵の床は全体が中心に向かって少し斜めになっています。
湿気が残らず、掃除もしやすくなるという環境です。

他にも、蒸したお米を放冷する場所の上には、蒸気を逃がすための換気扇が取り付けられています。
藤岡さん:「設計図も30枚近く書き直してもらったと思います。必要最低限の大きさしか無いので」
それでも現在の藤岡酒造では、当初の予定生産数よりも2倍以上造られているそう!
それも設計段階から効率の良い蔵造りを目指したからでしょうね。
見学後は3種類の試飲!

見学が終了すると試飲へと移ります。
「酒蔵Barえん」のカウンターを用意していただきました!
このカウンター、蔵内の醪タンクを眺めながらお酒がいただけます。

見学中に蔵内から「酒蔵Barえん」を撮影した写真。
醸されたタンクを眺めながら飲める機会は中々ありません。

飲み比べセットとして提供いただいたのは3種類。
- 特別純米無濾過生原酒 雄町
- 特別純米おりがらみ 雄町
- 純米吟醸 山田錦
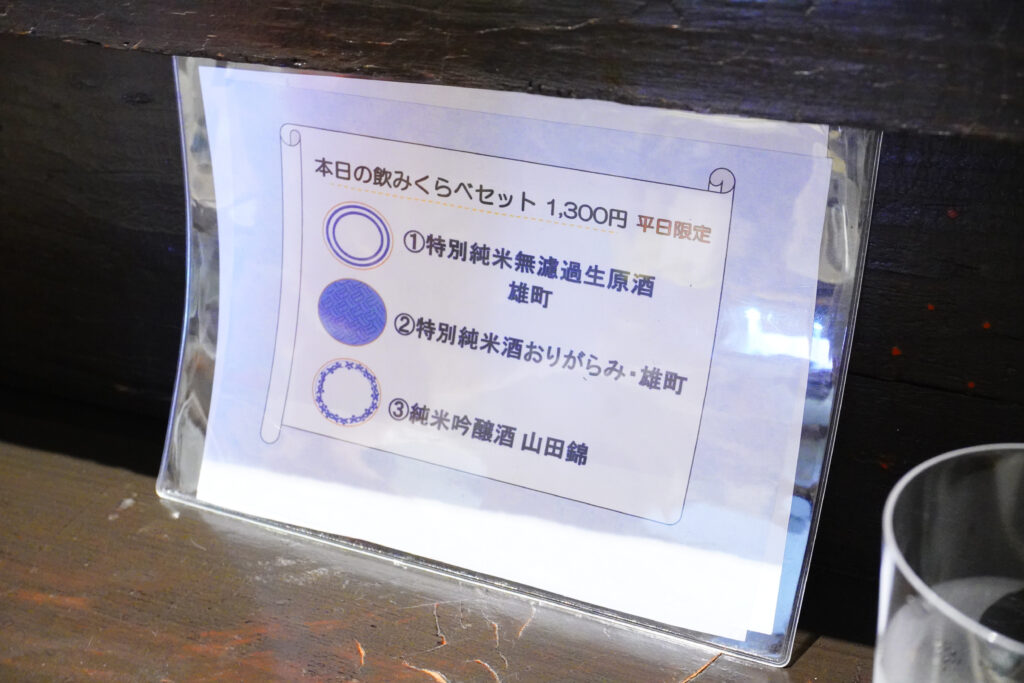
このセットは平日限定のセットメニューですが、蔵見学者に対してのみ土日も含めて提供されています。
そのイメージに最も近い銘柄は「山田錦」。
上品な吟醸香と米の甘みをふんわりと感じられながらも、後味良くふんわりと消えていく。
まさに「ホッとするお酒」だと思います。
対する「雄町」は、あえて蒼空らしくない味わいで設計されたそう。
雄町らしい厚みのある味わいは、先程のイメージとは打って変わり芳醇な旨口。
おりがらみ特有のえぐ味はほとんど感じられず、本当に丁寧な造りが感じられる1杯でした。
通常メニューも豊富に揃っています
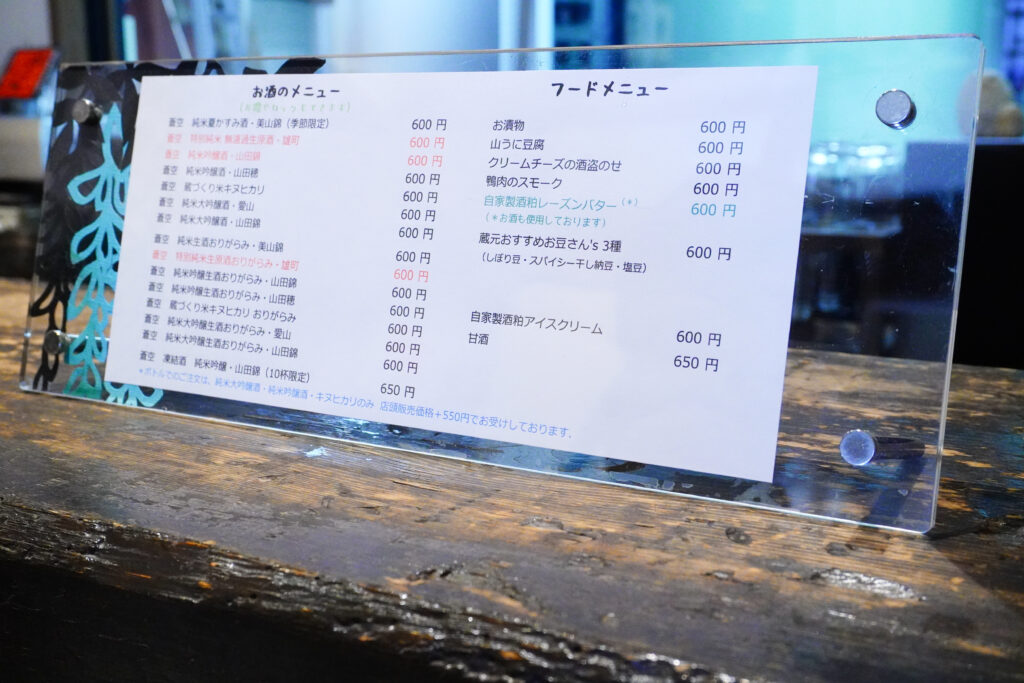
試飲だけではなく、「酒蔵Barえん」のメニューも追加注文が可能。
フード、お酒とちょい飲みに最適なメニューが揃っています。

お漬物(600円)はかぼちゃ、なす、長芋が入っており丁度いい味わい。

蔵元おすすめお豆さん(600円)もお酒との相性が良く、試飲のお供として最適でした。

追加で「純米大吟醸キヌヒカリ」を注文。
蒼空特製グラスに注いでいただけます。
蒼空らしいすっきり感がありながらも、後味にかけてコクが感じられます。美味しい!
キヌヒカリ美味しいです!
昔の蔵の木材、備品を利用した造り

「酒蔵Barえん」のカウンターは昔の蔵の梁や扉が利用されています。
確かに、重厚感のある渋みと厚み。
歴史を感じられるカウンターです。

座布団は搾りに利用していた酒袋が再利用されています!
素材は麻ですが、非常に丈夫なことが分かります。
一部修理されながら使われているのも味があって面白いですね。

カウンター6席、テーブルが4名程度とコンパクトな空間には、お昼すぎから夕方まで常にお客さんがいらっしゃいました。
物販も豊富です!

「蒼空」Tシャツ、前掛けの販売もあり!

3日間掛けて搾られる酒粕はきっと美味しいはず。

もちろん、「蒼空」銘柄の全てがこちらでは購入できます。
「酒蔵Barえん」を利用しないお客さんも、何かのお祝いなどで地方に送ったり、自分へのお土産として購入されていました。
われわれは「キヌヒカリ」の火入れを購入させていただきました!
しっかりと箱に入れていただけますので、紫外線を気にすることなく持って帰れます!

藤岡さんが蔵を再開される前までの銘柄は「万長(まんちょう)」といったそう。
入り口近くには万長の酒樽が置かれており、これまでの歴史を大事にしていることが伝わってきます。
藤岡酒造 基本情報

京都伏見という歴史ある土地で、徹底的なこだわりのもと醸される「蒼空」。
洗米から搾りに至るまで、本当に丁寧な造りをされていました。
だからこそ、上品で「ホッとする味わい」が実現いしているのだと納得できます。
ラインナップも豊富に揃っており、米違いでのテイスティングなどもしてみたいですね!
蔵見学は基本的に6月〜9月の期間に限定されており、2週間前までの予約が必要です。
詳細は以下公式ホームページよりご確認ください。
藤岡酒造では一般消費者向けの通販も行われていますので、現地に行けない方でもぜひホームページからお買い求めください!

◆周辺地図
- 営業日:11時30分~18時00分
- 定休日:水曜日
- TEL:075-611-4666
- FAX:075-611-4343
※予約対応はされていないようです。
ご対応いただきました藤岡さん、蔵の方々本当にありがとうございました!
本当に丁寧な説明、見学で貴重な体験になりました!
次は造りの時期に酒蔵Barえんへ伺いたいと思います!